各位厂家在刚买回贴体包装机的时候,都会非常关注 贴体包装机操作。但是这个不是一下两下就可以讲完的,网络上的关于这方面的资讯也比较片面。今天,峰源包装资讯部( www.skinpack-cn.com)的小编,将为您奉上史上最全的贴体包装机操作大全,涵盖了大部分贴体包装机的操作(390、5540、5580)。
TB390贴体包装机(真空贴体机)操作流程: (了解或购买,请点击:390贴体包装机)
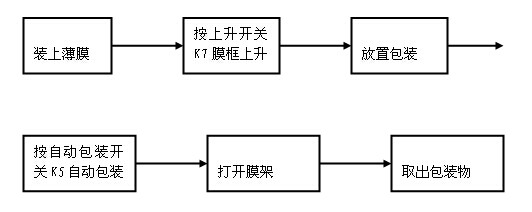
1、 安装薄膜:当膜架处于工作台面上时,打开框架后,按图所示把薄膜拉到稍超过框架右边
缘,并压上上框架把薄膜夹紧。
2、 升架:检查“框位选择”开关K6是否处在“连续”位置,按一下“升”开关K7,于是膜架可自行连续升至上行程开关控制的定点自动停止,在升架前须事先将薄膜卷筒拉松,以免膜间有粘连现象而致使膜架停止上升。
3、 将已放置好包装物品的托盘置于工作台的底盘内。
4、 按下“自动包装”开关K5,薄膜加热,保温下降三个程序按事先调整好的时间自动完成。
5、 当薄膜架降到最低点时,真空泵即对真空室进行抽气,如此发现真空表黑针无动作,说明真空泵电机处于反向运转,应立即停机,并且要调换输入相线中的任何两相!之后要从第二程序开始重新工作。
6、 打开上框架,将已包装好的物品向右拉出至附加工作台上,压下上框架割开已被包装好的物品。
7、 再从操作程序中的第二项开始操作,周始循环。
注:本机有二只相同的托盘,当一只在机上包装时,另一只可同时放置包装,以缩短辅助时间。建议多购买几个托盘,可以提升包装效率。
一、5540半自动贴体包装机操作面板及调整部分
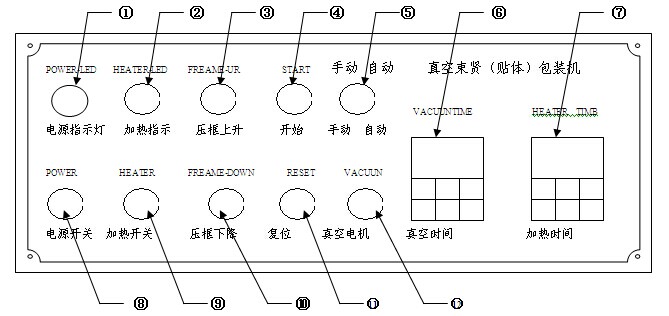
1、 操作面板按钮如附图示,一般生产过程均以自动操作,手动部分,以故障排除,或作机械调整时运用。
1、 说明:①电源指示灯 ②电热指示灯 ③压框上升 ④开如(起动)
⑤手动—自动选择 ⑥真空时间 ⑦加热时间 ⑧电源开关
⑨电热开关 ⑩压框下降 11紧急停止 12手动真空
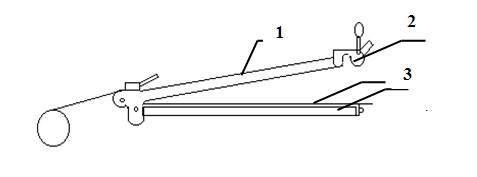
2、 本系列真空束紧(密着)包装机可使用各种材质及厚薄之胶膜,在操作时,可配合调整限制开关(Limit Switch)及延迟计时器作:
1) 提前抽气。 2)抽气进开始计时。 3)压框上升调节
以上各限制开关(Limit Switch)及计时器(Timer)如附图。
二、5540半自动贴体包装机的操作流程和包装步骤
(1) 本机的工作流程
1、 升降压框处于原始位(下限)。
2、 手动升框。
3、 上好胶膜。
4、 启动上升至上限。
5、 热箱拉进限,加热计时。
6、 计时到动作下降,同时抽真空。
7、 下降到下限,并真空计时。
8、 计时到。
9、 手动升框,把铝板拉出。
10.切断。
11.第二启动。
(2) 真空包装机的包装步骤
1、 将胶膜放置胶膜架上拉动一定长度胶膜,打开压框让其从压框后二支滚筒之中和压框中穿出,然后打开电源开并,选择自动按下开始按钮压框上升。
2、 拉出工作铝板将基材(纸板和气泡胶纸)放在工作铝板上,然后将包装物品放在基材上,推入真空室。
3、 将发热箱拉前使胶膜加热软化。
4、 到达设定温度后压框自动下降并同时开始抽真空。
5、 推走热箱。
6、 真空完成后打开压框拉出工作铝板后放下上压框。
7、 用介刀剪断胶膜,取走包装物品。
8、 即完成一个工作流程。
9、 重复1-7项内容即可进行第二次工作。

一、真空保护(束紧/贴体)包装机(5580)安装及准备工作:
1.电源供给:(1.2项以380 50HZ为准,非标准电压请参考线路图计算)。
(1) 本机电气设备使用交流(AC)380V,3相四线制50/60HZ电源, 色为零线。
(2) 全部电气设备 动力部分2KW
电热部分11.7KW含热刀(单相)
(3) 为方便操作请客户考虑设备用迥路供电,设备专用开关并配用高品质及足够容量之供电览线。
(4) 并预留接地迥路,便于本机接地端子台连接(有接地符号)。
2.机械设备位置:
(1) 本机在生产流程中,除生产工作所必需之空间外,尚须
方便检查保养工作之进行。
(2) 机械设备位置周围须除能有良好的空气流通外,需在正后两部分,墙壁或隔间须有1公尺净空间以利空气流通发散,电热箱之安全距离(如图示),或有耐热物之有效隔热装置。
二、机器运转前的准备及故障排除后的校正(包括停电后复
电调整)
1、 新机在出厂前都完成厂内试车工作,客户现场安装时仅需注意接线后运转方向及确实的地线接地工作及紧固所有螺母及螺杆。
2、 开启配电盘,将无熔(N.F.B)开关向上按”ON”方向后并关好配电箱盖。
3、 将”操作电源”开关转向”ON”(向右旋),并将”自动/手动”旋转至”手动”。
4、 本机配电箱内装有相序保护器,若电源线接反,机器会出现没通电的情况。将任意两条电源线调换接线即可。
5、 在动转中因故障排除或使用中停电后复电调整:
先送电源(N.F.B),”操作电源”开关转”ON”,并转动”手
动”按下”电热箱后退”钮或”电热箱前进”钮将热箱退
回定位。
6、 若因其它(故障,胶膜变更等)因素必须作调整时请与本公司联络,以便派技术人员会同客户进行。
三、5580真空贴体包装机操作步骤(开机)
1、将胶膜固定在胶膜架上,并缓缓拉出胶膜备用。
2、打开配电盘将主电源N.F.B切换至”ON”后,并关好配电箱盖。
3、开启操作电源及电热开关至”ON”。
4、并设定真空泵抽气时间及胶膜加热时间(定时器时间设定于试车
或样品测试时设定)。
5、按下”手动”操作钮及”压框下降”钮,打开胶膜夹。
6、自胶膜架上拉出胶膜穿过上下夹间至出口,延伸若干长度以利修
整并固定胶膜于框架上。
7、自动连续操作行程:旋转钮”自动”位置。
8、按下”启动”按钮,并将胶膜延伸长度切断并拉出(热熔修整裁
切)。
9、将包装品及基材(纸底板,客户所设计之纸板或气泡布)置入铝底
板上并推入定位。
10、按下”运转”按钮,进行自动操作行程,动作流程热箱前进加热→
到达加热时间→压框下降并启动抽真空→到达设定时间→压框
打开→启动冷却风扇,待冷却风扇停止后,将完成真空保护(束紧
/贴体)之成品至尾端分别前后角再轻轻提起,向右侧拉出,纸板
全部通过胶膜夹尾端后,按下”启动”按钮,将可完成部分脱离,即
完成一次包装过程(Cycle)。
11、次一过程继续自前9、10程序重复即可。
12、当次(天)工作完成后将旋钮”操作电源”,”电热”钮旋OFF,并将
配电盘主电源N.F.B切回OFF。
13、收拾成品及工具。
以上是峰源包装整理的比较全的贴体包装机操作流程(规程),希望对大家有所帮助。若您有更多关于贴体包装机选择、操作、维护方面的问题,请和峰源包装资深销售顾问联系,我们将竭诚为您服务。
东莞市中堂峰源包装制品厂
广东省东莞市中堂镇蕉利沉塘冲口工业区
全国免费咨询热线:400-889-6006
电话:0769-88128321, 88128391 传真:0769-88128381
特别提示:本网站内容文章为原创,任何抄袭,本司必将追究法律责任和经济赔偿责任。 |